OHT天车系统是300mm晶圆厂物流主干,通过高架轨道搬运FOUP,日运量数十万次。其精度、振动与洁净度直接影响先进制程良率,国内厂商正加速追赶日系巨头,有望成为设备国产化的重要突破口。
在半导体制造领域,OHT(Overhead Hoist Transfer)即天车搬运系统,是一种安装于厂房天花板高架轨道上的自动化物料运输设备。该系统通过皮带驱动的提升部件直接进入加工设备的装载口,实现对前开式统一盒(FOUP)的抓取与运送,被广泛视为300mm晶圆厂及下一代工厂的主流运输方案。
系统组成与基本架构
OHT系统作为自动化物料搬运系统(AMHS)的核心子系统,其完整架构涵盖硬件设备与控制软件两大部分。
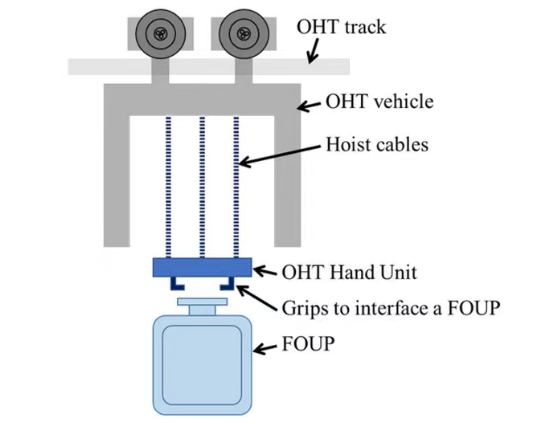
硬件层包括:沿天花板铺设的轨道系统,其长度在先进工厂中可达50公里以上,路口数量超过5000个;沿轨道走行的OHT主体,承载能力通常为15-20kg,运行速度可调;用于垂直方向精确定位的升降机构,需匹配不同设备的装料口高度;夹持FOUP的取放机构;以及支持7×24小时连续运行的供电系统(滑触线或感应供电)。
软件控制层则由物料控制系统(MCS)、搬运车控制器(TSC)和存储设备控制器(STC)协同构成。MCS负责与制造执行系统(MES)对接,接收全局搬运指令并下发至各控制器;TSC管理单台OHT的状态与任务派遣;STC则管理存储设备内的FOUP信息。各层级之间通过无线方式实时通信,中央服务器可构建整个工厂内每台设备运动的完整画面,类似交通控制中心监督城市车流。
工作流程与运行原理
OHT的作业过程可概括为“指令接收—路径规划—搬运执行—精准交付”四个阶段。首先,MCS系统从MES获取物料搬运请求,解析目标设备、工序优先级和载具类型等信息,下发至对应的TSC。随后,TSC调度空闲的OHT,依据轨道拓扑图计算出从起点到终点的最优路径,并控制吊车沿导轨移动。
当OHT接近目标位置时,系统切换至低速模式,通过位置传感器实现毫米级定位,升降机构调整高度后由取放机构完成FOUP的抓取或放置。整个搬运流程中,OHT沿直线轨道的平均速度可达5m/s(18km/h),曲线轨道则为1m/s(3.6km/h)。在先进工厂中,单次搬运时间(含等待、行驶和取放)约18-25秒,系统每日运量可达数十万车次,系统可用性需保持在99.99%以上。
关键性能指标与技术要点
OHT系统的核心参数涵盖定位精度、运行性能、振动控制和洁净度等方面。先进制程要求水平定位误差不超过±0.1mm,垂直对位误差不超过±0.2mm,最大运行速度达3.0-3.5m/s,取放周期小于5秒。振动控制是影响先进制程良率的关键因素,3nm节点要求搬运振动加速度低于0.2G,否则可能导致光刻对准误差超标。为抑制振动,高端OHT普遍采用磁悬浮驱动技术,通过非接触传输消除摩擦振动,实现精确可控的启停过程,同时避免润滑油脂带来的颗粒污染,噪音可低于55dB。

在定位方案上,格雷母线定位因其抗干扰能力强(不受粉尘和电磁影响)且精度可达±2mm,成为高端Fab的主流选择;编码器定位成本较低但易受打滑影响,适用于成熟制程;激光测距则用于定制化场景。此外,OHT系统具备实时状态追踪能力,可监测晶圆在运输过程中的温度、振动等异常情况,并及时响应,确保运输安全。
应用优势与产业现状
相较于地面自动导引车(AGV)或输送带,OHT系统在多个维度具有显著优势。其高架安装方式不占用地面空间,提高了洁净厂房的面积利用率;全自动化运行减少了人员与物料的直接接触,降低了颗粒污染风险;高速搬运缩短了物料在制时间,从而提升整体生产效率;同时,自动化运作也有助于降低人力和维护成本,并凭借高运行稳定性保障生产连续性。
从市场格局看,全球OHT系统长期由日本大福和村田机械等企业主导,高端12英寸Fab市场集中度极高。据市场研究测算,2026年中国OHT市场规模预计达68.1亿元,国内厂商如弥费科技、华芯装备、成川科技、智佳能等已在部分产线实现突破,但在定位精度(国内约±0.1mm vs 国际±0.05mm)、运行速度(国内3.5m/s vs 国际4.0m/s)和振动控制(国内0.5μm/s vs 国际0.1μm/s)等指标上仍存在差距。随着国内晶圆厂大规模扩建和国产替代进程加速,OHT系统有望成为半导体设备领域下一个全面突破的重要赛道。